为什么采用"闷烧隔离"?
锂电池热失控一旦发生,燃烧温度可达800°C以上,且电池内部化学反应会持续释放氧气,传统灭火方式(水、泡沫、干粉)难以有效扑灭,甚至可能引发二次事故。
我们的策略是:不追求强行扑灭电池火焰,而是将起火的AGV隔离在密闭防火罩内,让电池在缺氧环境中自行燃尽。同时阻断火势向外扩散,保护周边设备、货物和人员安全。
- 隔离火源:密闭箱体阻断火势蔓延
- 消耗氧气:气溶胶充满空间,抑制燃烧
- 自行燃尽:让电池在受控环境中燃尽
- 保护周边:不波及周边设备和货物
"闷烧隔离"策略——不强行扑灭,而是控制与隔离
锂电池热失控一旦发生,燃烧温度可达800°C以上,且电池内部化学反应会持续释放氧气,传统灭火方式(水、泡沫、干粉)难以有效扑灭,甚至可能引发二次事故。
我们的策略是:不追求强行扑灭电池火焰,而是将起火的AGV隔离在密闭防火罩内,让电池在缺氧环境中自行燃尽。同时阻断火势向外扩散,保护周边设备、货物和人员安全。
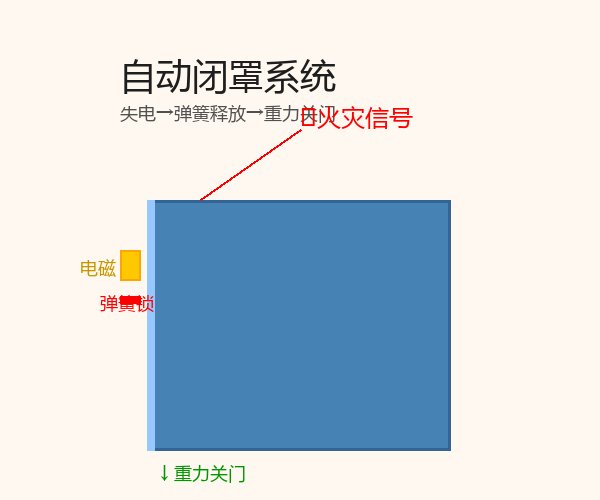
火灾确认后,无需人工干预,防火罩舱门自动关闭并锁死。采用快递柜式弹簧锁设计,火灾发生时电磁铁失电释放,弹簧锁立即弹开,舱门靠自身重力关闭,密封条受热膨胀进一步隔烟隔氧。
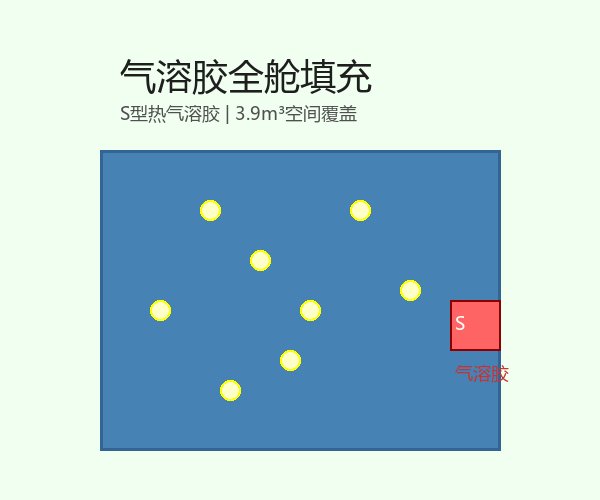
S型热气溶胶灭火装置,火灾时自动启动,气溶胶迅速充满整个箱体空间(约3.9m³),稀释并抑制燃烧所需氧气,让电池在缺氧环境中燃尽,同时降低箱内温度。
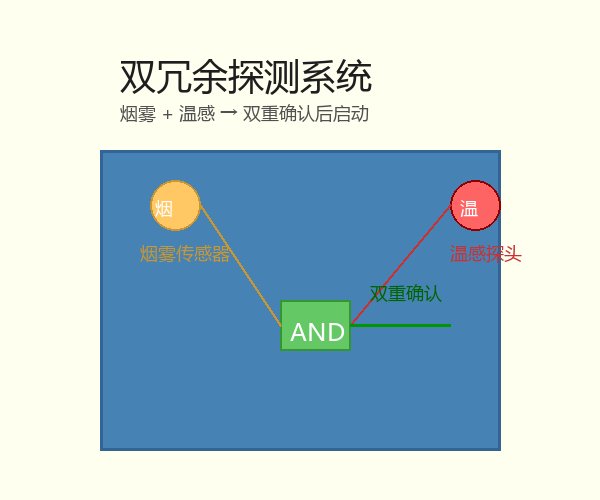
单一传感器可能误报或漏报,我们采用烟雾传感器 + 温感双重监测,两种方式同时触发才确认火情,既避免误报造成的频繁关门,又能可靠捕捉真实火情。
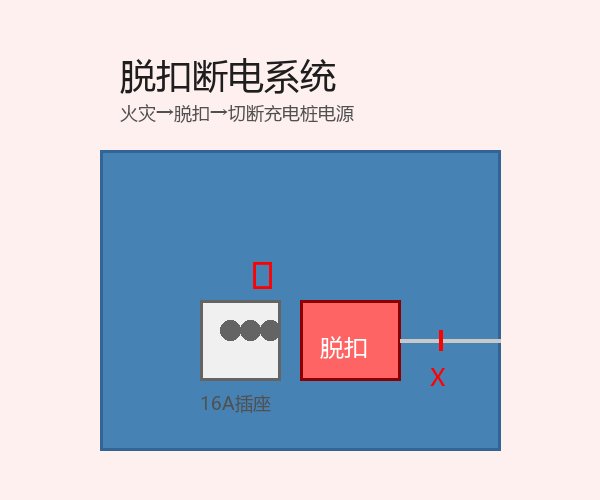
防火罩内置16A插座,为AGV充电桩供电。火灾发生时,脱扣装置自动切断充电桩电源,避免带电设备加剧火情,也防止火势通过电缆蔓延。
大功率声光警灯安装在防火罩顶部显眼位置,火灾发生时持续闪烁并发出警报声,现场人员第一时间获知,及时撤离或采取应急措施。

内置锂电池作为备用电源,主电源断电后仍可维持探测、报警、闭罩等关键功能运行至少1小时,确保整个灭火流程可靠执行。

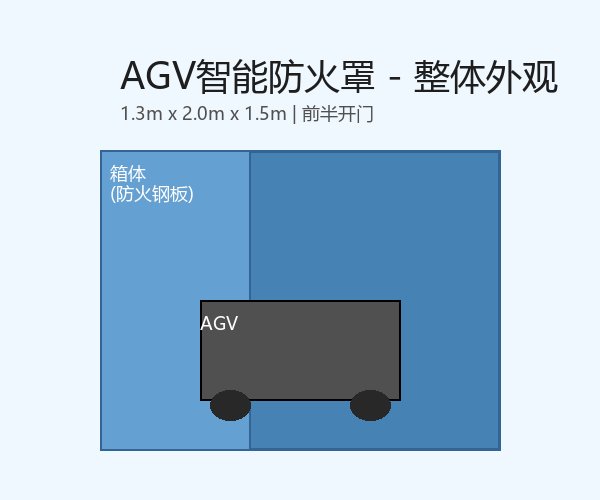
标准化设计,适配主流AGV车型
| 箱体尺寸 | 高 1.3m × 深 2.0m × 宽 1.5m |
| 内部容积 | 约 3.9m³ |
| 开门方式 | 前半开门(快递柜式弹簧锁) |
| 箱体材质 | 镀锌钢板 + 防火涂层,厚度 1.5mm |
| 灭火介质 | S型热气溶胶 |
| 探测方式 | 烟雾传感器 + 温感双冗余 |
| 脱扣插座 | 16A 三孔插座,为AGV充电桩供电 |
| 报警装置 | 大功率声光警灯(顶部安装) |
| 备用电池 | 内置锂电池,续航 ≥ 1小时 |
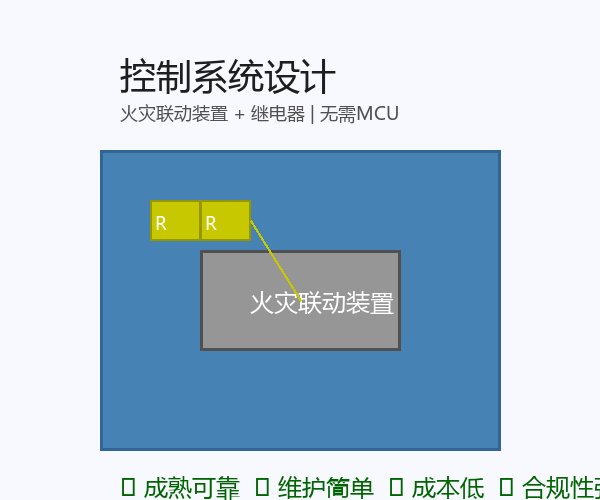
| 控制系统 | 火灾联动装置 + 继电器(无需MCU) |
| 适用场景 | AGV充电待机区、维修停放区、多台AGV轮换使用 |
我们采用成熟的火灾联动装置 + 继电器直接驱动,无需自研MCU控制板。这样做的好处是:
凡是AGV充电、停放的地方,都需要防火保护
立体库、密集存储等场景,AGV充电区往往与货物存储区相邻。防火罩将火情控制在小范围,保护高价值货物。
分拣区、转运区AGV集中充电,一旦起火波及范围大。防火罩提供可靠隔离,降低火灾损失。
焊装、总装线AGV频繁充电,产线连续性要求高。防火罩快速隔离火情,减少停产损失。
电子厂房对消防要求极高,防火罩满足严苛标准,将锂电池火灾风险降至最低。
药品储存对环境要求严格,防火罩隔离火情的同时不污染周边区域,符合GMP要求。
大促期间AGV高强度运行,充电频繁,火灾风险上升。防火罩提供全天候保护。
为什么选择"闷烧隔离"而不是传统灭火?
| 对比项 | 传统灭火方案 | AGV智能防火罩 |
|---|---|---|
| 灭锂电池火 | 难以扑灭,电池自供氧 | 不追求扑灭,控制隔离 |
| 火势蔓延 | 可能波及周边设备 | 密闭隔离,不蔓延 |
| 二次污染 | 水/泡沫可能损坏设备 | 气溶胶无残留,易清理 |
| 自动化程度 | 需人工介入或复杂联动 | 全自动,无需人工 |
| 维护难度 | 喷淋系统需定期维护 | 模块化,更换耗材即可 |
| 合规性 | 需专项设计审批 | 成熟消防产品,易验收 |
从需求对接到交付使用,全程专业服务
了解AGV车型、充电方式、现场布局、防护要求,确定方案。
根据现场条件设计防火罩尺寸、安装位置、电气配置。
工厂定制生产,专业团队现场安装调试。
功能测试验收,对操作人员进行使用培训。
定期巡检、耗材更换、故障响应,全程保障。
提供消防验收所需资料,协助通过审批。